
Belt Conveyors
DURABILITY AND PERFORMANCE YOU CAN COUNT ON
Horizontal, incline, and troughed conveyors are essential for efficient material handling in dynamic environments such as warehouses, distribution centers, and loading docks. Three widely used configurations are Horizontal Belt Conveyors, Incline Conveyors, and Troughed Belt Conveyors. Each offers unique advantages in capacity, layout flexibility, and application suitability, but they differ in design, performance, and ideal use cases.
Key Differences
Horizontal versus Incline versus Troughed Conveyor
Horizontal Conveyors

Horizontal conveyors are the most common type of belt conveyor, designed for level material transfer.
Best Uses
- Moving cartons, totes, and parts between workstations
- Short to medium runs in assembly lines or packaging operations
- Handling light bulk materials with minimal spillage
Industry Applications
- Manufacturing & Assembly: WIP transfer, inspection stations
- Warehousing & E-commerce: case transport, accumulation lines
- Food & Beverage: packaging, check weighing, metal detection
- Pharmaceutical & Cosmetics: clean handling of bottles and cartons
- Postal & Parcel: feeds to sorters and labeling stations
Advantages
- Cost-effective and easy to maintain
- Gentle handling for fragile products
- Wide range of belt materials (food-grade, anti-static, abrasion-resistant)
Disadvantages
- Limited incline capability
- Risk of spillage for free-flowing bulk materials
- Larger footprint for long runs
Optimizing your conveyor choice impacts efficiency, safety, and cost savings. For more details, consult material handling standards and test with your actual product.
Incline Conveyors

Incline (and decline) conveyors move materials between elevations, ideal for space-constrained layouts.
Best Uses
- Elevating products to mezzanines or upper floors
- Feeding hoppers or packaging machines
- Applications requiring Z-type or L-type configurations
Industry Applications
- Distribution Centers: mezzanine feeds and returns
- Food Processing: elevating product to form-fill-seal machines
- Recycling: feeding shredders and balers
- Agriculture: loading bins and silos
- Construction: portable conveyors for roofing materials
Advantages
- Saves floor space
- Handles steep inclines with cleated or sidewall belts
- Flexible configurations for tight layouts
Disadvantages
- Slip risk on smooth belts
- Higher power requirements
- May need brakes or holdbacks on declines
Optimizing your conveyor choice impacts efficiency, safety, and cost savings. For more details, consult material handling standards and test with your actual product.
Troughed Conveyors
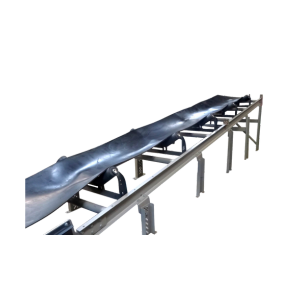
Troughed conveyors are designed for bulk material handling over long distances.
Best Uses
- Transporting aggregates, coal, grain, and fertilizers
- Outdoor or heavy-duty industrial environments
- High-capacity applications with minimal transfer points
Industry Applications
- Mining & Quarrying: overland conveyors, stockpiling
- Cement & Aggregates: raw material handling
- Power Plants: coal and biomass fuel supply
- Ports & Terminals: ship loading and unloading
- Agriculture: grain transfer and storage systems
Advantages
- High capacity and containment
- Energy-efficient for long runs
- Handles horizontal and gentle vertical curves
Disadvantages
- Higher initial cost
- More components to maintain
- Requires dust control and sealing at transfer points
Optimizing your conveyor choice impacts efficiency, safety, and cost savings. For more details, consult material handling standards and test with your actual product.
We got it.
Thank you for contacting us.
We’ll get back to you as soon as possible.