



A visual estimate of chain slack is not a maintenance protocol; it is a recipe for catastrophic drive failure. You know the frustration of a snapped chain halting production during a critical shift because tensioning standards vary between technicians. We understand that inconsistent maintenance lea…
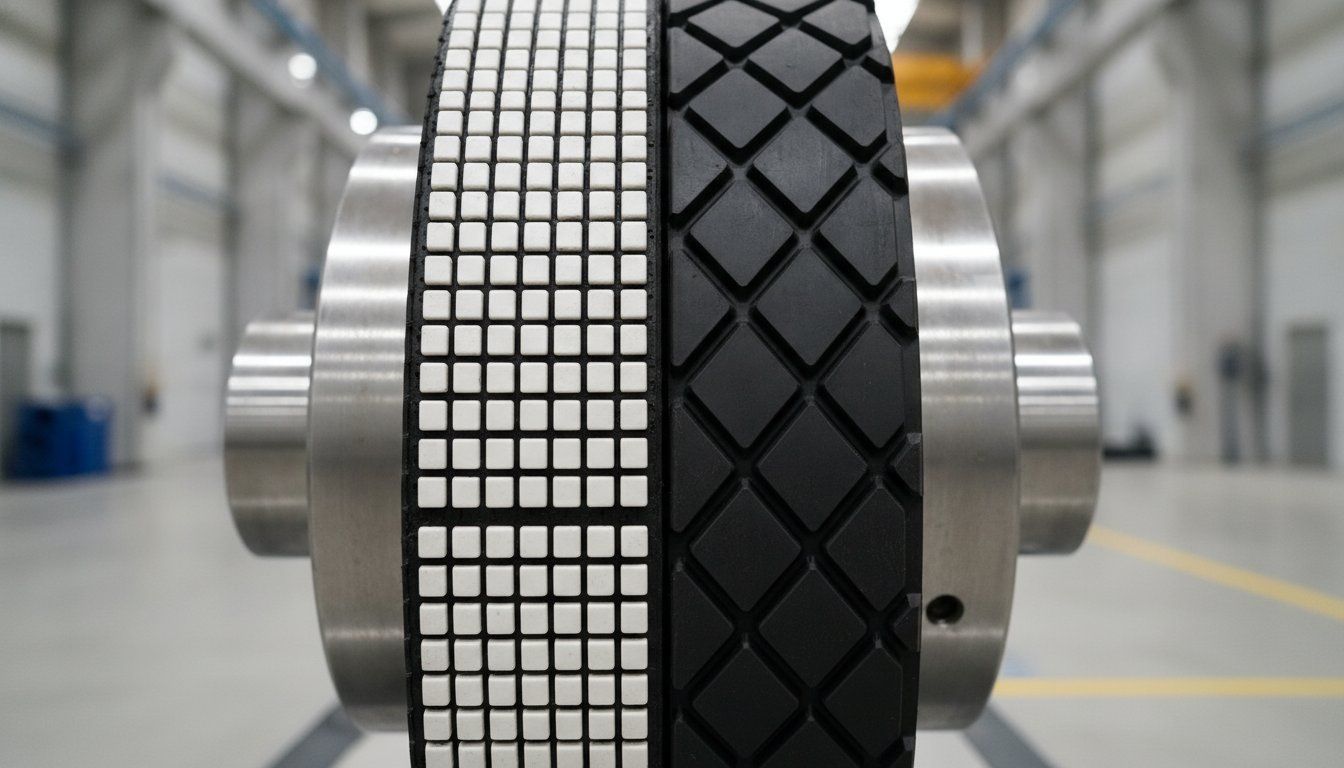
Did you know that over 60% of industrial conveyor failures stem directly from pulley-related issues? In our experience, these costly disruptions are often the result of improper material selection or worn traction surfaces. When your system suffers from persistent belt slippage in wet conditions, yo…

Did you know that 80% of warehouses still operate without automation despite U.S. warehouse wages climbing by up to 9% in 2024? We recognize the strain that high labor turnover and rising recruitment costs place on your operational budget. You're likely also contending with unpredictable downtime fr…

Why are your bearings reaching the end of their service life months before the manufacturer's L10 rating, even when your team follows every grease schedule to the letter? We know the frustration of unplanned downtime that drains thousands of dollars per hour from your production lines. In our experi…

Why does a drive system that looks perfect on paper fail after only three months of heavy duty cycles? We've seen many operations managers struggle with frequent motor burnouts because their initial specifications didn't account for real-world torque spikes or the heat generated by a 100 lb / 45.3 k…

Why are you still designing your facility around a single manufacturer's proprietary track when brand-independent sourcing is the key to a truly resilient supply chain? We know the frustration of managing limited floor space while facing delays from brand-locked manufacturers who can't meet your pro…

In a hazardous location, a single spark is all it takes to trigger a catastrophic event. While engineers rightly focus on specifying explosion-proof motors and drive components, a frequently overlooked ignition source is the simple hand tool used for routine maintenance and adjustments. A standard s…

Selecting a belt based on brand recognition rather than rigorous engineering specifications is the most common reason for premature failure in high-impact environments. You've likely dealt with the operational headache of a belt with 8 mm / 0.31 inch covers wearing thin because the compound wasn't p…

What if the motor isn't your most expensive component? It's actually the sixty minutes your line spent sitting idle this morning. Downtime often costs thousands of dollars every hour. We know the stress of finding custom-sized belts or interpreting complex regulations.
You likely believe that a mec…

Big manufacturers in the $4.65 billion conveyor market often ignore your needs. If you've called a giant for one belt, you've hit a wall. Finding a custom conveyor belting supplier who answers the phone shouldn't feel like a miracle. We know it's frustrating when production stops because a standard…